Электрическая сеть или автономный генератор электрической энергии относятся к источникам повышенной опасности и при их использовании необходимо соблюдать ряд положений, исчерпывающий перечень которых приведен в ПУЭ. Одно из важнейших правил в этой области –обязательное наличие заземления.
Зачем заземлять сварочное оборудование
Любая электроустановка в обязательном порядке содержит по меньшей мере два проводящих компонента, снабженные изолирующими покрытиями. Конструктивно элементы оборудования размещаются в металлическом корпусе. В случае пробоя или ухудшения качества изоляции в результате механических повреждений, как следствия естественного старения и по иным причинам рабочее напряжение может попасть на корпус. В этом случае прикосновение к нему приводит к поражению электрическим током.
Для устранения этого нежелательного эффекта корпус оборудования и остальные элементы его конструкции, изначально не предназначенные для использования в качестве проводников, принудительно соединяют с землей, потенциал которой приниматься за нулевой. В результате при повреждении изоляции ток уходит в землю, на корпусе не появляется опасное напряжение, отсутствует разность потенциалов и человек надежно защищен от удара током.
Как заземляется сварочный аппарат
С учетом важности организации заземления для текущей эксплуатации на корпусе любой сварочной установки предусмотрена штатная болтовая клемма. Дополнительно с землей соединяется также та клемма выходной (понижающей) обмотки сварочного трансформатора, которая работает на провод прямого подсоединения к свариваемой детали.
Кроме того, сварочное оборудование подключается к источнику с выходным напряжением не свыше 660 В, что также положительно сказывается на эффективности функционирования системы заземления.
Основные требования к заземлению сварочного оборудования
Требования к заземлению непосредственно вытекают из его функционального назначения и принципа действия. Они сводятся к следующим простым положениям, выполнение которых не представляет больших проблем и требует только аккуратности
к внешнему заземляющему контуру принудительно подключаются все металлические компоненты сварочного аппарата, не выполняющие функции проводников электрического тока (кожух, силовой каркас и т.д.);
каждый сварочник считается выделенной электроустановкой и на основании этого заземляется всегда индивидуально (отдельным проводом нельзя соединять отдельные электроустановки с землей шлейфом);
предельно допустимое сопротивление заземляющих цепей установлено на уровне 5 Ом.
Применение устройств защитного отключения вместо заземления допустимо как исключение, при сухой погоде и только при кратковременной работе не в условиях повышенной опасности.
Варианты заземления сварочного оборудования
На практике применяется две основные схемы организации заземляющего контура сварочного оборудования: горизонтальная и вертикальная.
Основные компоненты вертикального заземлителя – металлические пластины, уголки и трубы, которые забиваются или закапываются в землю в вертикальном положении по рядной схеме или в виде треугольника, а затем дополнительно соединяются между собой траверсами из такого же металла под сварку.
Наиболее популярны заземлители, собираемые из стальных элементов. Использование для их построения алюминиевых деталей запрещается из-за быстрого разрушения места контакта с медным проводом, вызываемой электрохимическими коррозионными процессами. Возникновение последних неизбежно из-за наличия влаги.
Обращение к горизонтальной схеме практикуется в тех ситуациях, когда реализация вертикальной структуры невозможна. Горизонтальный заземлитель отличается от вертикального преимущественно ориентацией образующих его рабочих элементов.
Рекомендуемая схема заземления сварочного аппарата
Вертикальная схема из-за своей потенциально большей эффективности при прочих равных условиях рассматривается как предпочтительная. Сказывается простота достижения минимального сопротивления растекания из-за большей толщины слоя грунта, контактирующего с отдельными компонентами заземляющей структуры.
Заземляющий провод фиксируется на заземлителе сваркой или на шпильке с дополнительной защитой от ослабления крепежной гайки. Использование для этой цели хомута допустимо только как времянка. Место стыка для минимизации рисков роста контактного сопротивления и снижения эффективности заземления целесообразно герметизировать нанесением смолы или слоя водостойкой мастики.
Для формирования замкнутого контура протекания сварочного тока заземляется также свариваемая деталь. Наиболее практичный способ для этого – применение отдельного провода с зажимом-крокодилом на его рабочем конце.
Дополнительные меры защиты
При организации системы заземления целесообразно по возможности дополнять заземление защитным и дифференциальным автоматом, а также устройством ограничения напряжения холостого хода, в т.ч. динамического.
При выполнении сварки в металлических цистернах и прочих емкостях, котлах, судовых отсеках и аналогичных им эта рекомендация переходит в разряд требований. Кроме того, сварщик должен работать под контролем двух наблюдающих в диэлектрических перчатках и галошах, стоя на коврике из диэлектрического материала, а также иметь обвязку. Последняя требуется для того, чтобы при наступлении нештатной ситуации его можно было немедленно вытащить наружу без необходимости доступа в область повышенной опасности.
Провода для заземления – обзор марок
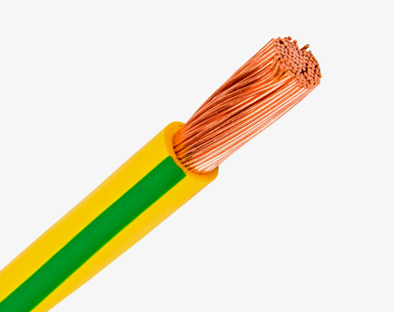
Из соображений удобства выполнения собственно сварочных работ провод заземления выполняется отдельным и механически не связан с кабелем держателя электродов. Любой провод, на который возлагаются функции элемента заземления, обязательно должен иметь медные гибкие многопроволочные жилы с площадью поперечного сечения не менее 6 кв. мм.
В качестве заземляющего провода популярен ПУГВ, а также могут использоваться такие его ближайший аналоги как ПУВ, ПВ третьего и более высоких классов гибкости и другие. Наличие желто-зеленой расцветки оболочки желательно, но не является обязательным.
В части пожарной безопасности – оболочка не должна распространять горение при одиночной прокладке.
Вместо провода целесообразно использовать подходящие по длине специализированные заземляющие кабели на их основе. Отличаются наличием концевых клемм для крепления к заземлителю и к корпусу сварочника.
Заземляющая клемма и требования к ней
Штатная заземляющая клемма инвертора сварочного аппарата отмечается стандартизованным логотипом заземления, иногда дополненным маркирующей надписью (чаще всего «Земля»).
Клемма болтовая, кроме фиксирующей гайки необходимо обязательно применять шайбы для минимизации переходного сопротивления за счет увеличения площади контакта.
Контроль заземления сварочного оборудования
Любое сварочное оборудование обслуживается по планово-предупредительной схеме. В перечень соответствующих мероприятий входят такие работы как
раз в месяц проверяется визуальным контролем на исправность изоляции всех токоведущих цепей;
тестером выявляется отсутствие межвитковых замыканий обмоток трансформатора.
При выявлении неисправностей и выхода параметров цепей заземления за допустимые пределы использование сварочного аппарата запрещено до устранения неисправности.
Нужен кабель для сварочного аппарата? Отправьте заявку и мы предложим лучшую цену!